הויך קוואַליטעט קאָאַקסיאַל פידער קאַבל 7/8″
| קאנסטרוקציע | |||
| אינערלעכער קאַנדאַקטאָר | מאַטעריאַל | גלאַט קופּער רער | |
| דיאַ. | 8.80±0.10 מ״מ | ||
| איזאָלאַציע | מאַטעריאַל | פיזיש געשאומט PE | |
| דיאַ. | 22.20±0.40 מ״מ | ||
| אויסערלעכער קאַנדאַקטאָר | מאַטעריאַל | רינג קאָראַגייטאַד קופּער | |
| דיאַמעטער | 24.90±0.30 מ״מ | ||
| רעקל | מאַטעריאַל | PE אדער פייער-ריטאַרדאַנט PE | |
| דיאַמעטער | 27.30±0.20 מ״מ | ||
| מעכאַנישע אייגנשאַפטן | |||
| בייגןראַדיוס | איינציק איבערגעחזרט מאָווינג | 120 מ״מ 250 מ״מ 500 מ״מ | |
| ציען שטאַרקייט | 1470 נ | ||
| צעקוועטש קעגנשטאנד | 1.4 ק״ג/מ״מ | ||
| רעקאָמענדירטע טעמפּעראַטור | PE רעקל | קראָם | -70±85°C |
| אינסטאַלאַציע | -40±60°C | ||
| אָפּעראַציע | -55±85°C | ||
| פייער-ריטאַרדאַנט PE רעקל | קראָם | -30±80°C | |
| אינסטאַלאַציע | -25±60°C | ||
| אָפּעראַציע | -30±80°C | ||
| עלעקטרישע אייגנשאפטן | |||
| אימפּעדאַנס | 50±2 Ω | ||
| קאַפּאַסיטאַנס | 75 פּפֿ/מ² | ||
| אינדוקטאנס | 0.187 uH/m | ||
| פאַרשפּרייטונג גיכקייט | 88% | ||
| דק ברייקדאַון וואָולטידזש | 6.0 קילוואָלט | ||
| איזאָלאַציע קעגנשטעל | >5000 מק.ק.מ. | ||
| שפּיץ מאַכט | 91 קוו | ||
| סקרינינג אַטענויישאַן | >120 דציבל | ||
| אָפּשנייד־פרעקווענץ | 5.5 גיגאהערץ | ||
| פֿאַרשוואַכונג און דורכשניטלעכע מאַכט | |||
| אָפטקייט, מגה-ערץ | מאַכט קורס @ 20°C, קוו | נאָמ. אַטענואַציע @ 20°C,dB/100m | |
| 10 | 24.6 | 0.366 | |
| 100 | 7.56 | 1.19 | |
| 450 | 3.41 | 2.65 | |
| 690 | 2.85 | 3.35 | |
| 800 | 2.48 | 3.63 | |
| 900 | 2.33 | 3.88 | |
| טויזנט | 2.19 | 4.12 | |
| 1800 | 1.57 | 5.75 | |
| 2000 | 1.48 | 6.11 | |
| 2200 | 1.41 | 6.45 | |
| 2400 | 1.34 | 6.79 | |
| 2500 | 1.30 | 6.95 | |
| 2600 | 1.27 | 7.12 | |
| 2700 | 1.25 | 7.28 | |
| 3000 | 1.16 | 7.76 | |
| מאַקסימום פֿאַרשוואַכונג ווערט קען זיין 105% פון די נאָמינאַלע פֿאַרשוואַכונג ווערט. | |||
| קעגן | |||
| 820-960MHz | ≤1.15 | ||
| 1700-2200MHz | ≤1.15 | ||
| 2300-2400MHz | ≤1.15 | ||
| סטאַנדאַרדן | |||
| 2011/65/EU | קאָמפּליאַנט | ||
| IEC61196.1-2005 | קאָמפּליאַנט | ||
פּאַקינג רעפֿערענץ


אינסטאַלאַציע אינסטרוקציעס פון N אדער 7 / 16 אדער 4310 1 / 2″ סופּער פלעקסאַבאַל קאַבל
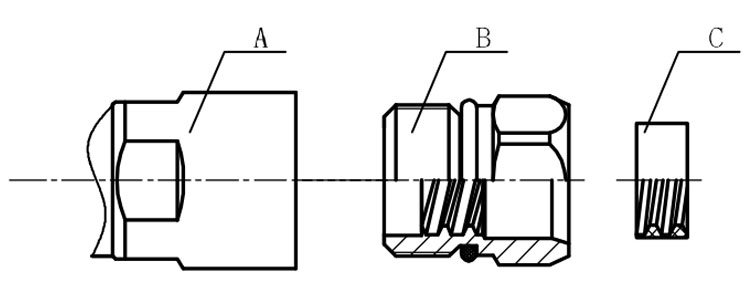
סטרוקטור פון קאַנעקטער: (פיגור 1)
א. פראָנט נוס
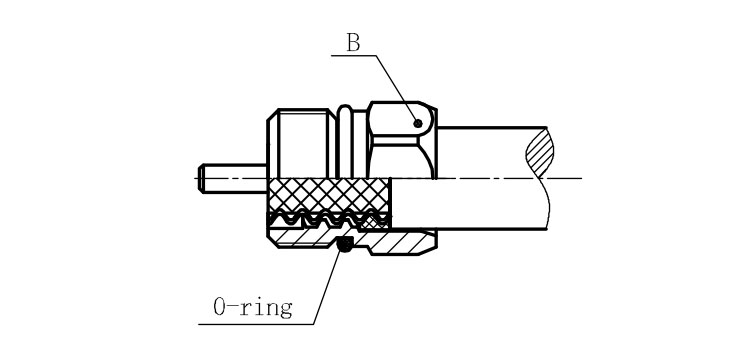
ב. הינטערשטער נוס
C. גאַסקעט
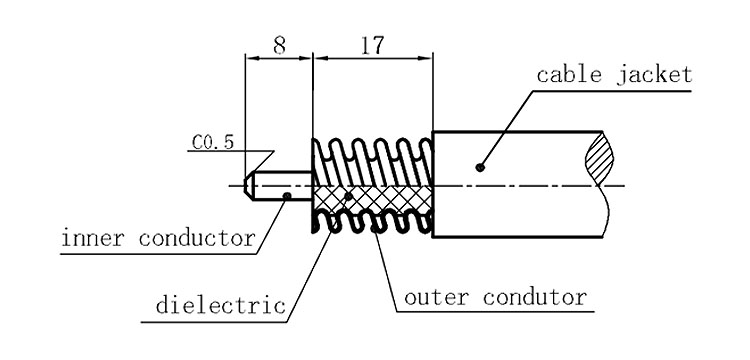
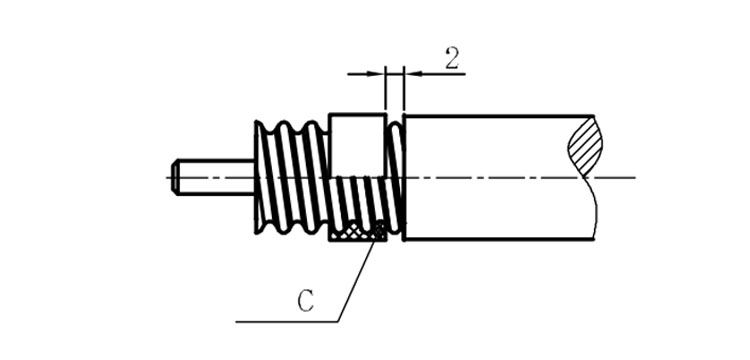
די אויסשניידונג גרייסן זענען ווי געוויזן אין די דיאַגראַמע (פיגור 2), מען זאָל באַצאָלן ופמערקזאַמקייט ביים אויסשניידן:
1. די ענד-אייבערפלאך פון אינעווייניגסטן קאנדוקטאר זאל זיין געשניטן.
2. אַראָפּנעמען אומריינקייטן ווי קופּער וואָג און גראַץ אויף די עק ייבערפלאַך פון די קאַבל.
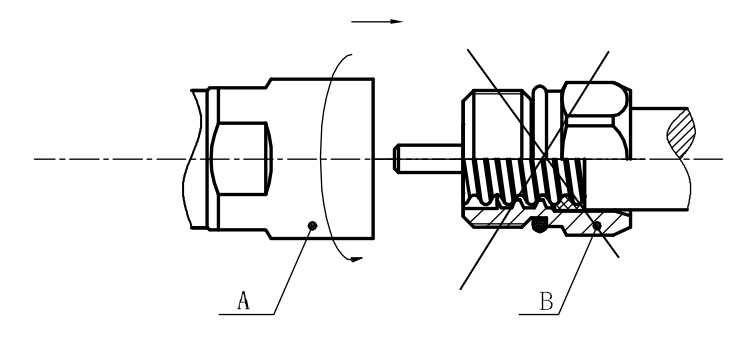
צוזאַמענשטעלן דעם פֿאַרזיגלונג טייל: שרויפֿט אַרײַן דעם פֿאַרזיגלונג טייל צוזאמען דעם אויסערן קאַנדאַקטער פֿון קאַבל ווי געוויזן אין דער דיאַגראַמע (פֿיגור 3).
צוזאַמענשטעלן די הינטערשטע נוט (פיגור 3).
פֿאַרבינדן די פֿאָדערשטע און הינטערשטע נוט דורך שרויפֿן ווי געוויזן אין דיאַגראַמע (פֿיג. (5))
1. איידער איר שרויפט איין, שמירט א שיכט שמיר-פעט אויפן אָ-רינג.
2. האַלט די הינטערשטע נוט און דעם קאַבל אָן באַוועגונג, שרויפט אויף דעם הויפּט שאָל־קערפּער אויף דעם הינטערשטן שאָל־קערפּער. שרויפט אַראָפּ דעם הויפּט שאָל־קערפּער פון דעם הינטערשטן שאָל־קערפּער מיט אַ שליסל. די צוזאַמענשטעלונג איז פֿאַרטיק.